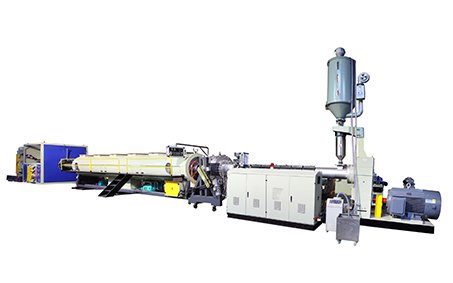
To optimize productivity and operational cost, HDPE pipe extrusion line manufacturers ensure that all parameters are identified, monitored, and controlled.
Some of the variables are hinged on the equipment and the prevailing operating conditions and this affects HDPE pipe production line cost.
These variables range from the quality of materials and die used to physical conditions such as temperatures and pressures.
Common problems associated with HDPE extrusion pipe productions are put into a few categories.
However, before you get to know these problems, partnering with a reliable HDPE pipe extrusion line manufacturer guarantees you the best quality HDPE pipe extrusion.

Common problems relating to the manufacture of HDPE extrusion pipes are put into the following categories:
These are sink marks, tiny holes, drag marks, pits, black specs, and die lines that are found in the HDPE extrusion pipe product.
Size variance is another common problem associated with HDPE extrusion pipe products. These can be intermittent or contiguous variance in size.
These are irregularities in the length and width of the extrusion pipes. In preventing these problems in the extrusion processing line, the first call is to checkup the components of the manufacturing process beginning with the equipment.
The cause could be from the screw design, irregularities in the process temperature, or improperly laid die itself.
Other variables to be examined when the extruded products don’t meet the required finished product standards are:
Melt pressure
The velocity of the line
The motor load
Cooling power
Heating power
Again, some preventative steps can be taken before the start of the production process. These are:
1. There should be proper calibrations of instruments used to monitor changes in pressure, temperature, and amperage at least twice in a year.
This is important to ensure the readings are precise and do not drift in the course of the production.
2. A steady condition of resins should be consistently maintained.
The resins should be stored in a dry and clean place without being subjected to abrupt variations in temperature.
If the resin is too dry, it may not melt properly and hence the resin cannot be processed.
Some HDPE pipe extrusion line manufacturers carry out routine resin analysis to evaluate its quality such as melting index, shear rate, tensile strength, etc.
Changes from one batch of resin mid-way in the production process can alter the product. This should be avoided.
The machine should be monitored closely to maintain an efficient extrusion process and get rid of any quality issues.

The company is a national fixed-point enterprise in plastic machinery research and development, production and sales.